
您可能对赣州本地以下产品新闻也感兴趣
更新时间:2024-12-28 17:12:21 浏览次数:10 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
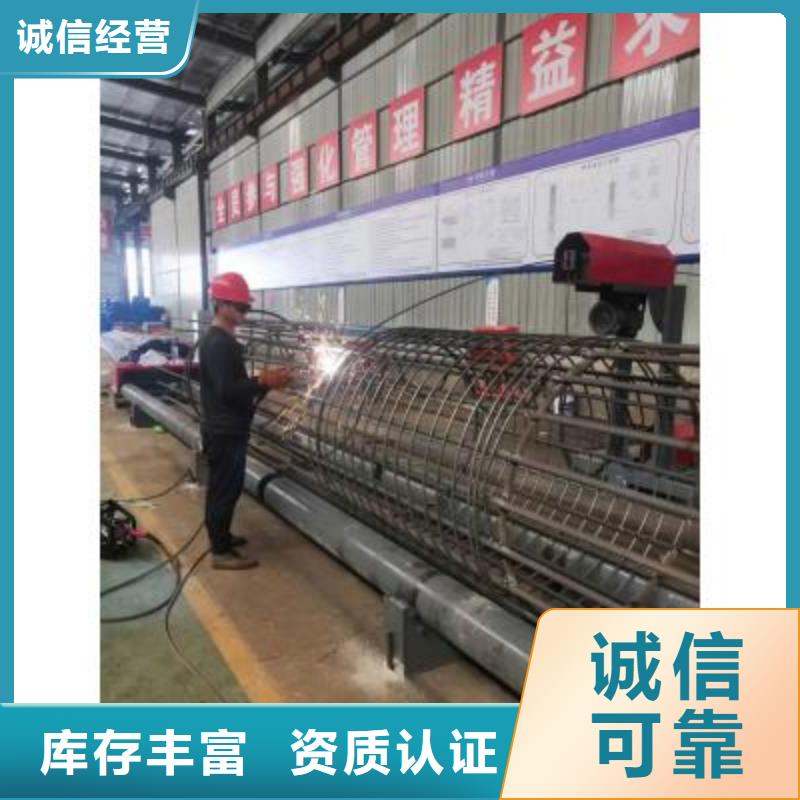
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |



作业原理创新与突破;工程机械的作业原理包括对土石方的切割、破碎、回填,对土工材料的筛分、混合与加热、对混合料的摊铺、找平与压实等。这些作业的理论原先是以仿生学与牛顿力学为基础的,而近现代科学的发展为工程机械作业原理奠定了基础。钢筋笼绕筋机
液压传动普及推广;液压传动在上世纪60年代开始应用到工程机械上,并逐步得到了推广和普及。液压传动大大简化了传动与操纵系统的设计,液压传动平稳操纵方便省力、容易实现无级调速和自动控制,从总体上提高了工程机械的生产效率与压实质量。 公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量是*工作”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以保证质量、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为永特人不断的追求和目标,愿与广大朋友携手共创美好的明天!
⑦定期检查焊网机对地绝缘(至少每周一次)⑧机器严重受潮或被水浸泡后必须**检查合格后方可使用。~排焊机|焊网机工作环境和使用条件:1、海拔高度不超过2000m。2、环境温4℃~39℃之间,空气湿度不大于85%。自动化数控钢筋加工 4 步体验式咨询: 1、多媒体体验; 2、专业业务经理咨询; 3、样板工地现场体验; 4、打造 专家深度解析客户服务方案。 1+N三百六度服务(前、以后服务保持高度一致): 1位专业业务经理+ 1位技术服务指导+1位现场加工培训督导,为顾客提供完整而专业现场加工解决方案。
本公司专业生产钢筋笼滚焊机,钢筋笼绕筋机,数控钢筋弯曲中心,钢筋镦粗机,钢筋机,钢筋滚丝机,钢筋切断机,钢筋弯曲机,钢筋调直机,手提式钢筋弯曲机,锯床,钢筋打磨机等钢筋加工设备。

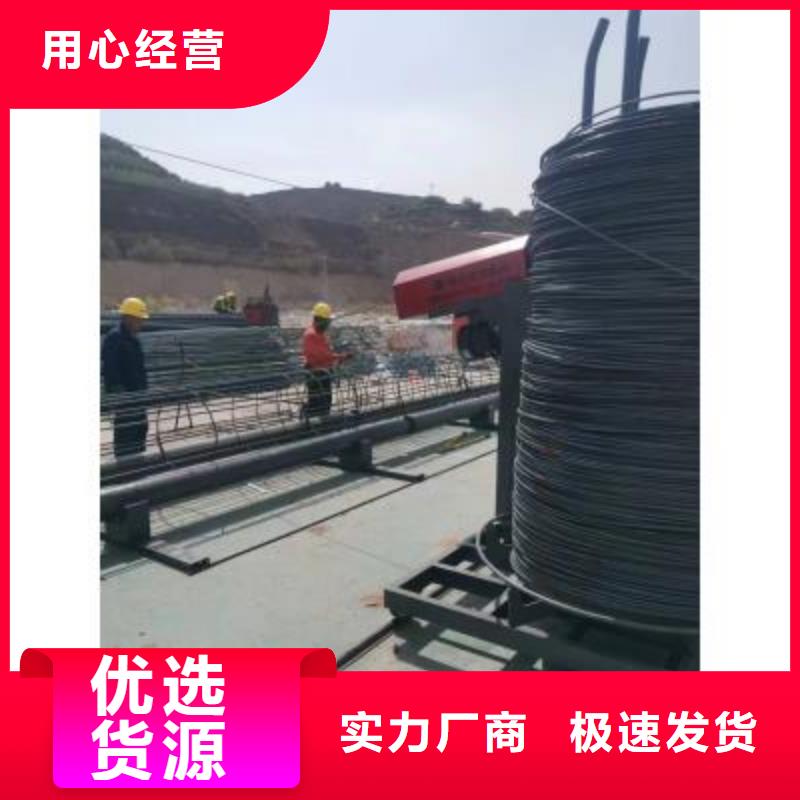
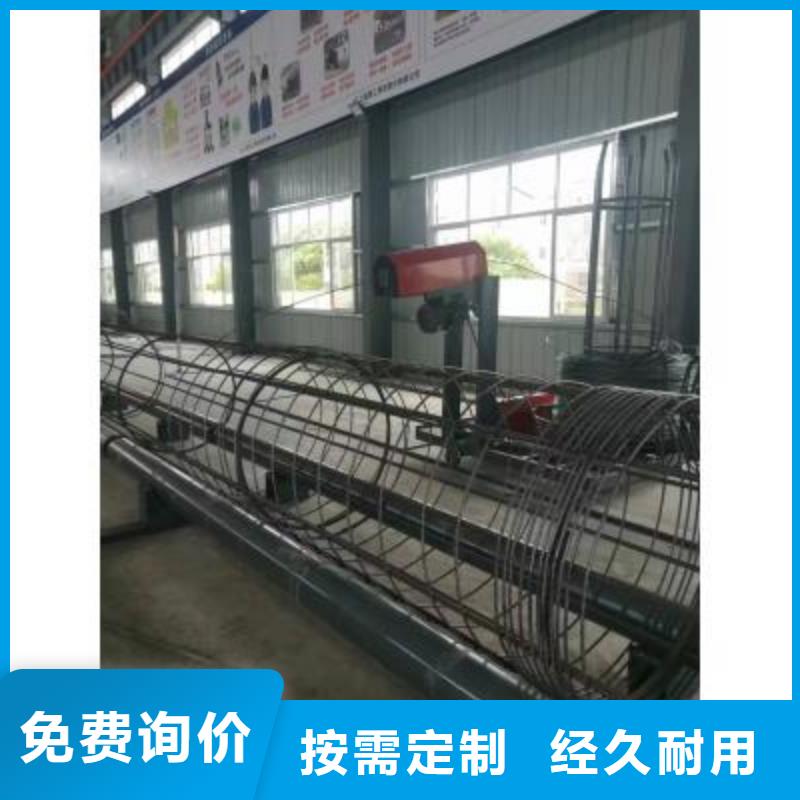
一、 工作原理:赣州钢筋笼绕筋机RLJ-3000,主机是采用摩擦传动原理----即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速进行,形成螺旋状绕筋,同时在缠绕过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产。 二、设备优势>> 速度快:待工状态2人可全程生产,正常工况3-6人可生产10-20多节钢筋笼;>> 质量稳定:机械化作业不受人为因素影响,质量稳定>> 生产规格多样:满足各类钢筋笼的生产要求,不受主筋和箍筋和数量、形式、型号、大小、长度等因素的影响>> 生产便捷:组合式设计的绕筋机,在安装、生产、搬运、等过程中都不用依赖起重设备,既能满足大批量的固定生产要求也能满足施工现场较分散的机动作业,灵活性强>> 功耗低:总功率不到10KW,同步工作时总功率不到5KW,节能且不影响总电容配比>> 流水线生产:施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋过程施 焊等全部过程>> 采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装速度。>> 零部件设计寿命长,备件更换简单快捷;

钢筋加工行业经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步提高。原始的手工制作、机械加工日渐不能满足现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。公司主要产品有:钢筋笼绕筋机、数控钢筋弯曲机、数控弯箍机、全自动钢筋笼滚焊机、手提式液压弯曲机、钢筋镦粗机等一系列钢筋加工设备。公司产品主要用于高速公路、高速铁路标准化建设领域、房屋建筑领域的钢筋加工场或施工现场,重点服务对象为中铁、中交、各省路桥等施工企业及专业的钢筋加工厂。
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
 赣州市钢筋笼缠绕机库存充足建贸机械
<赣州>建贸机械设备有限公司
赣州市钢筋笼缠绕机库存充足建贸机械
<赣州>建贸机械设备有限公司
操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,赣州钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。


